
曲面测色的核心挑战在于几何光学干扰。当光线照射到曲面时,反射光方向会随曲率变化,不规范的测量极易导致入射光与接收光路偏离标准几何条件(如d/8°),从而引入不可控的系统误差。普通仪器难以稳定贴合,测量结果重复性差。
三恩时KS-520正是为此类挑战而生:
重复性 ΔEab ≤ 0.025,台间差 ΔEab ≤ 0.3:即使面对复杂曲面,依然能确保数据的极端稳定与跨设备可比性,为质量控制提供可靠决策依据。
一级计量认证保障:测量数据具备权威法律效力,满足高端制造业的溯源与认证需求。
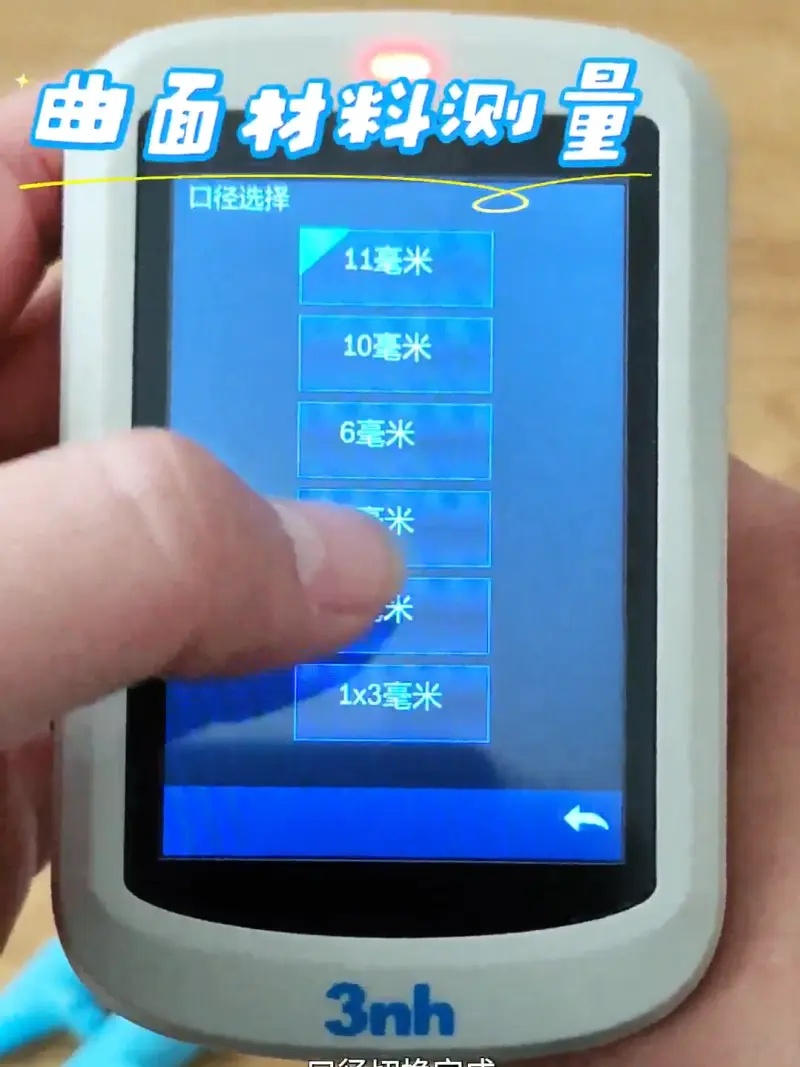
12种全口径,适配曲面形态:从微小曲面到大型弧面,均有合适口径(如小面积曲面可选Φ2mm)及专用结构设计,确保测量头能紧密、垂直地贴合在不同曲率表面上。
云端数据协同:便于保存、分析曲面样品的历史测量数据,追溯工艺变化趋势。

遵循此标准化流程,可将曲面测色从经验性操作转化为可重复的科学计量。
第一步:测量前精密准备
仪器预热与校准:开机预热10分钟,待光学系统稳定。使用仪器内置的“自动校准”功能,以标准白板和黑板完成全通道校准,这是获取准确数据的绝对前提。
口径与附件的科学选择:这是曲面测量的关键。根据曲面曲率半径和待测区域大小,选择尽可能小且匹配的测量口径(如Φ4mm或Φ2mm)。对于极小或高曲率区域,可选用1 * 3mm 线阵口径进行扫描式测量。必要时,可加装曲面固定支架或磁性定位底座,辅助仪器稳定。
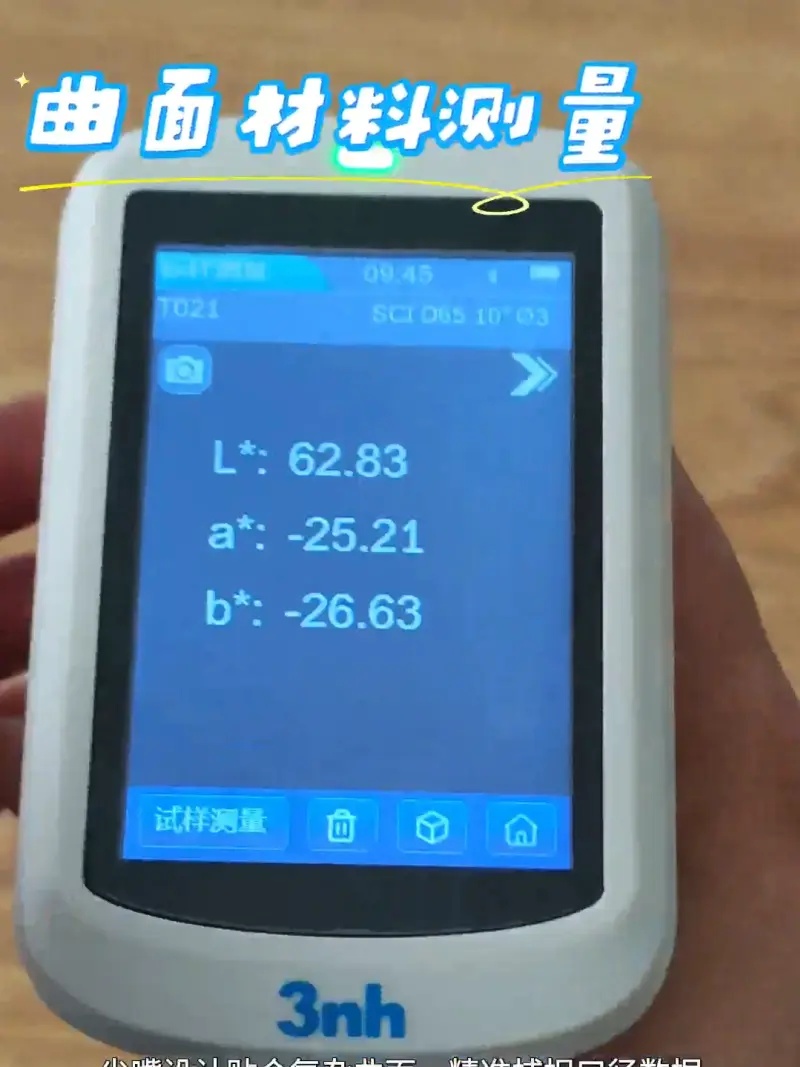
参数精准设定:在仪器菜单中,设定色彩空间为CIELAB,光源通常选择D65。必须选择包含镜面反射的SCI模式,以最大程度减少因曲面反射光路变化带来的测量值波动,获取更接近材料本质的颜色数据。
第二步:样品处理与定位
样品清洁与状态确认:确保曲面样品待测区域洁净、无油污、指纹及划痕。确认样品已达到工艺要求的最终状态(如喷涂已完全固化)。
建立稳定测量接触:将KS-520测量头的定位圈或测量窗口边缘,与曲面样品待测点实现稳定、垂直的紧密接触。这是核心操作要点,可有效隔绝环境光,并保证d/8°标准测量几何条件。对于柱面等,可沿切线方向定位。

第三步:执行多点测量与数据采集
单点测量:稳定接触后,轻按测量键。KS-520的高精度触发与稳定结构能有效抑制手动晃动带来的误差,瞬时完成单点测量,屏幕显示该点的L* a* b*值。
规划多点测量路径:在曲面上选取至少5个具有代表性的测量点,均匀分布于曲面不同区域(如高点、低点、两侧),避开边缘或过度弯曲的区域。建议标记测量点位,便于复测与追溯。
连续测量与平均:使用KS-520的“多点平均”功能,依次完成所有规划点的测量。仪器将自动计算并显示这组数据的平均值,此平均Lab***值即为该曲面样品的代表性颜色数据。此方法有效消除了曲面不同位置因微观纹理或光照差异可能导致的局部偏差。

第四步:色差分析与数据管理
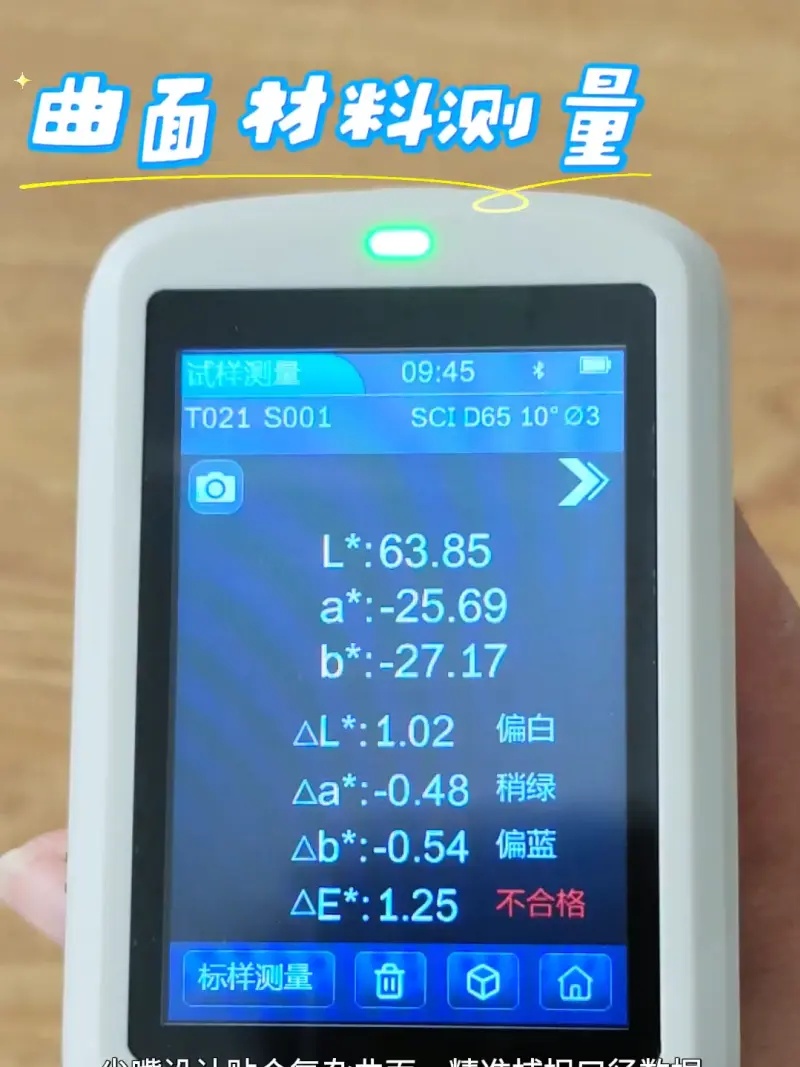
标样建立与对比:将经上述流程测量的、经客户确认的标准曲面样品数据,保存为“标样”。
批量测量与色差判定:用完全相同的方法(相同口径、点位、模式)测量后续生产曲面样品。KS-520将自动计算并显示ΔE、ΔL、Δa、Δb等色差值,清晰指示颜色偏离的方向与程度。
数据上传与智能分析:通过USB或Wi-Fi,将所有测量数据,包括每个曲面的多点平均结果与色差报告,同步至ColorExpert云端色彩管理系统。可进行批次统计、趋势分析,生成可视化报告,为工艺调整提供数据洞察。
