YS/T 680-2023《铝产品用粉末涂料》是铝加工行业的重要技术标准,于2023年正式发布实施,替代原有的YS/T 680-2008标准。该标准对铝产品粉末涂料的膜层颜色质量提出了明确要求:当采用仪器法测定时,单色膜层与样板间的色差ΔEab≤1.5,同一批型材之间的色差ΔEab≤1.5。这一要求显著提高了颜色质量的控制精度,为铝产品的外观质量一致性设立了新的技术标杆。三恩时CR8色差仪作为符合标准要求的检测设备,通过精确的色彩测量和智能化的容差判断,为企业执行新标准提供了强有力的技术支撑。
1.1 色差要求的重大变化
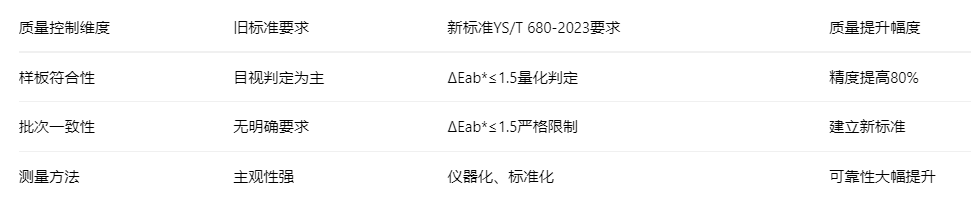
新标准在颜色质量控制方面实现了从主观判断到客观量化的转变,主要体现在以下方面:
技术要求的精细化:
明确量化指标:将色差容差明确限定为ΔEab*≤1.5
双重控制要求:同时控制样品与样板、批次内部的色差
仪器测量优先:推荐使用精密色差仪进行客观测量
质量控制等级的提升:
1.2 标准实施的技术意义
新标准的实施对行业发展具有深远影响:
统一评价标准:为供需双方提供统一的颜色评价依据
减少质量争议:量化指标有效避免颜色质量纠纷
提升产品档次:促进铝产品外观质量的整体提升
推动技术升级:促使企业更新检测设备和技术手段
2.1 仪器性能与标准要求的完美匹配
三恩时CR8色差仪的各项性能指标完全满足YS/T 680-2023标准的技术要求:
核心性能参数:
测量精度:ΔEab*值测量精度达到0.04,远高于标准要求的1.5容差
重复性:同一位置多次测量重复性ΔEab*≤0.02,确保结果可靠性
台间差:多台仪器间测量一致性ΔEab*≤0.2,保证数据可比性
2.2 智能化功能助力标准实施
三恩时CR8的智能化功能极大简化了标准执行过程:
容差设置与自动判定:
预设标准:可直接设置ΔEab*容差值为1.5
自动判断:测量后仪器自动显示合格/不合格结果
数据存储:保存测量数据和判定结果,便于质量追溯
3.1 测量前的准备工作
样品处理要求:
样品表面应清洁、干燥、无污染
测量区域应平整、无划痕、无缺陷
样品温度应稳定在室温状态
仪器校准程序:
开机预热15分钟,确保仪器稳定
使用标准白板进行校准操作
验证校准状态,确保测量准确性
3.2 标准测量操作步骤
样板比对测量流程:
首先测量标准样板,保存为标准值
设置容差阈值为ΔEab*≤1.5
测量生产样品,仪器自动计算色差
记录判定结果,生成检测报告
批次一致性监控流程:
随机抽取同一批次多个样品
测量各样品与标准样板的色差
计算样品间的最大色差
确保所有色差值均≤1.5
4.1 测量过程中的技术要点
影响测量结果的关键因素:

4.2 不合格结果的处理策略
当测量结果超出ΔEab*≤1.5的要求时,应采取以下措施:
原因分析与纠正:
原料因素:检查粉末涂料批次一致性
工艺因素:优化固化温度和时间参数
设备因素:确保喷涂设备运行稳定
测量因素:复核测量条件和操作流程
